OK Flux 10.71 (ISO 14174:S A AB 1 67 AC H5) Sub Arc Flux
SKU: 1071800P0W
OK Flux 10.71 (ISO 14174:S A AB 1 67 AC H5) Sub Arc Flux
SKU: 1071800P0W
$235.00
PK
$235.00
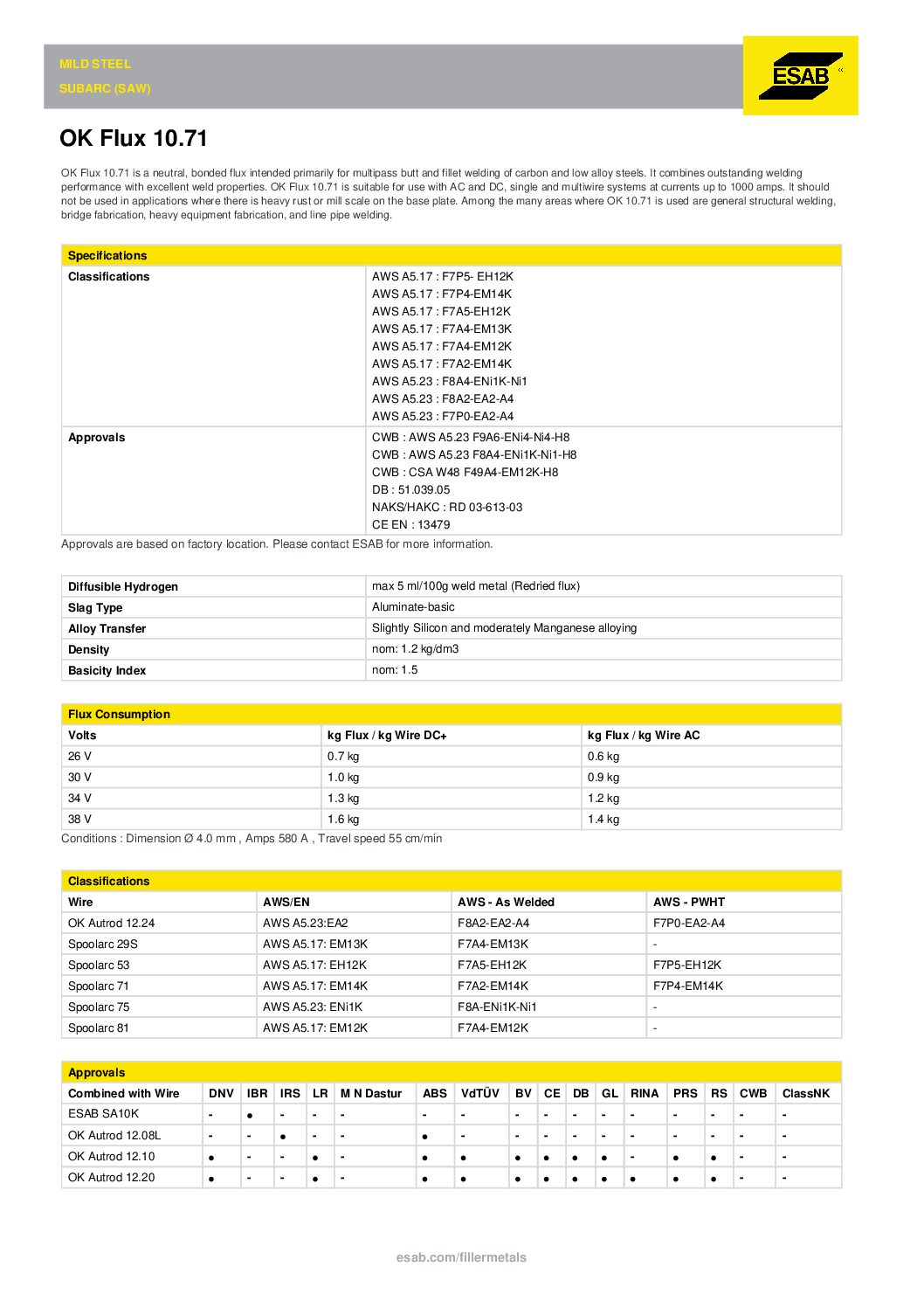
OK Flux 10.71 is an agglomerated, basic flux for submerged arc welding. It is used for single and multi-run welding of all plate thicknesses. It can be combined with a wide range of solid wires and cored wires and thus it is suitable for all kinds of steels.
OK Flux 10.71 combines good toughness values with excellent weldability.
OK Flux 10.71 is an agglomerated, basic flux for submerged arc welding. It is used for single and multi-run welding of all plate thicknesses. It can be combined with a wide range of solid wires and cored wires and thus it is suitable for all kinds of steels. OK Flux 10.71 combines good toughness values with excellent weldability.
P/N: 1071800P0W
As part of ESAB, CIGWELD benefits from world-leading innovation and technology, ensuring our customers get access to the most advanced and reliable solutions available.
Find your nearest CIGWELD ESAB distributor or service agent.. Search by postcode or suburb to locate trusted partners who stock our products and support our full range of welding solutions.